Introduction
In the demanding sectors of aerospace, medical devices, and next-generation electronics, engineers face a persistent and costly challenge: microscopic variations in part dimensions. Even with tight specifications, these fluctuations lead to expensive assembly failures, production delays, and material waste that can erode up to 25% of a project’s margin. This instability directly threatens profitability and supply chain security. The root cause often lies beyond the drawing sheet, buried in the unmanaged physics of traditional forming—specifically, unpredictable material springback and thermal stress variation during production.
This article explores how a methodology blending predictive engineering with adaptive process control can systematically lock down these variables, achieving unprecedented production consistency. The following five questions outline the path to stable, high-precision manufacturing.
Why Does Traditional High Tolerance Metal Stamping Still Lead to Assembly Failure?
The answer lies in a fundamental, often overlooked concept: tolerance stack-up. A single component may be verified to meet a stringent ±0.05mm tolerance on paper. However, in a complex assembly involving multiple interfacing custom metal stamping parts, the microscopic deviations from each individual part can accumulate. This cumulative error may exceed the allowable clearance for the entire system, leading to fit issues, binding, or functional failure. Traditional approaches rely heavily on post-production inspection—a reactive, sorting-based process that identifies non-conforming parts after the cost of manufacturing them has already been incurred.
The core of a modern, effective metal stamping service must shift from this detection mentality to one of prevention. Leading providers now utilize advanced multi-physics simulation software to predict and digitally compensate for springback and material flow before the first tool is cut. This transforms the process from passive sorting to active control. For those seeking to eliminate stack-up at its source, partnering with a supplier offering advanced metal stamping services that prioritize predictive engineering is critical.
What Core Competencies Should Be Evaluated When Selecting a Custom Metal Stamping Service for Complex Designs?
Selecting a partner for intricate components requires looking beyond press tonnage. The true differentiators are found in a supplier’s upstream capabilities. First, Design for Manufacturability (DFM) support is paramount.
The Pillars of Advanced Engineering Support
Selecting a partner for complex components requires evaluating upstream engineering capabilities that prevent downstream issues, moving beyond basic fabrication.
- Proactive Design for Manufacturability (DFM)
A proficient partner provides early DFM feedback, suggesting subtle geometry adjustments to enhance formability, reduce stress concentrations, and prevent future tooling or production problems, ensuring the design is optimized for manufacture.
- Predictive Process Simulation
Advanced Finite Element Analysis (FEA) capability is non-negotiable. It allows for modeling material behavior, predicting springback, and simulating multi-stage progression digitally. This predictive engineering mitigates risk and can reduce downstream costs by up to 20% before any tooling is cut.
A Framework for Guaranteed Production Consistency
The final pillar is a systematic quality framework that ensures prototype precision translates flawlessly to mass production. This is governed by a robust Production Part Approval Process (PPAP) and a live Statistical Process Control (SPC) system. These interconnected protocols validate the manufacturing process upfront and provide real-time monitoring and control during high-volume runs, locking in consistency from the first part to the millionth.
Can Micron-Level Precision and High-Volume Production Coexist? The Extreme Challenge of Micro-Stamping
As part features shrink below 0.1mm, a new set of physical challenges emerges, making standard high-tolerance approaches insufficient. Handling ultra-thin materials, managing the disproportionate effect of die deflection, and mitigating stress concentration in micro-features require a fundamentally different philosophy.
The System-Level Foundation for Micro-Precision
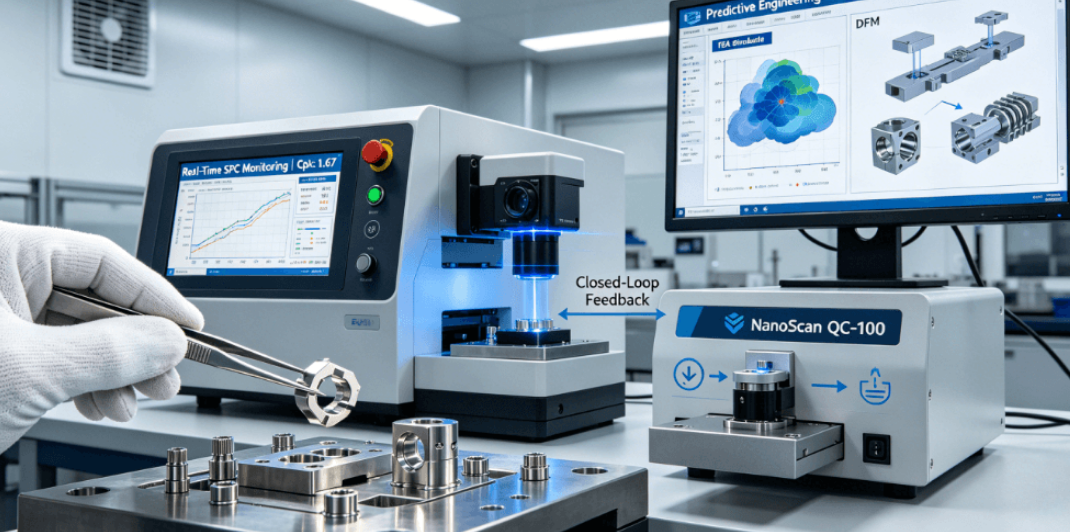
Achieving high precision metal stamping at a micro-scale requires a holistic ecosystem, not just smaller machinery. This system is built on specialized, high-rigidity micro-presses for absolute stability and stringent environmental controls to eliminate thermal distortion. The most critical element, however, is the integration of 100% in-line, non-contact metrology, which feeds data back for live adjustment, creating a true closed-loop process.
- Specialized Hardware & Environmental Control
The foundation consists of dedicated micro-stamping presses with exceptional rigidity to prevent deflection and controlled production environments. Precise temperature and humidity management are essential to minimize the thermal drift that can ruin micron-level tolerances, ensuring process stability.
- The Data-Driven Closed Loop
Every part is measured in real-time. This continuous data stream is instantly analyzed and fed back to the press system, allowing for automatic, instantaneous corrections to process parameters. This transforms precision from an outcome into a directly controlled, repeatable variable.
In-Line Metrology: The Cornerstone of Control
In micro-manufacturing, 100% in-line inspection is fundamental. Advanced optical systems capture millions of data points hourly, enabling real-time SPC and the calculation of live Cpk/Ppk indices. This provides an objective, quantifiable measure of stability, allowing for pre-emptive correction before any part exceeds limits, which is essential for producing reliable metal stamping for custom parts in critical applications.
Are International Quality Certifications (e.g., IATF 16949) in Stamping Just a Piece of Paper?
In the realm of precision manufacturing, top-tier certifications like IATF 16949 (automotive), AS9100D (aerospace), and ISO 13485 (medical devices) represent far more than a framed certificate. They embody a living, breathing management system for quality. For a true custom metal stamping manufacturer, these standards translate into a mandatory structured approach encompassing Advanced Product Quality Planning (APQP), rigorous Failure Mode and Effects Analysis (FMEA), and mandated statistical process control (SPC) protocols. The certification ensures that quality is engineered into the process flow, from raw material certification and first-article inspection to comprehensive traceability and closed-loop corrective action. Therefore, a certified precision metal stamping service provides a verifiable, audit-ready assurance that the processes guaranteeing consistency for prototype runs are identically and rigorously applied to production volumes of a million parts, ensuring unwavering supply chain integrity.
How to Plan a Reliable Stamping Supply Chain from Prototype to Million-Unit Production?
Building a resilient supply chain for custom metal stamping parts requires a strategic roadmap, not a series of ad-hoc decisions. Phase 1 focuses on agile prototyping. Utilizing rapid tooling methods, such as modular dies or soft tooling, allows for fast, cost-effective design validation with low initial investment. A forward-thinking partner will often credit a portion of this prototype tooling cost toward future production molds. Phase 2 is the seamless transition to volume production. This is underpinned by three pillars of reliability: complete material traceability (lot-to-part), transparent real-time SPC data sharing with the customer, and a production environment governed by aerospace-grade standards like AS9100D. This ensures the leap from dozens to millions of parts is managed without compromising the integrity validated in the prototype stage. For organizations prioritizing long-term stability, sourcing from a provider that masters this continuum is essential for securing a pipeline of reliable custom metal stamping parts.
Conclusion
Achieving near-zero-defect, high-precision manufacturing necessitates a paradigm shift from passive tolerance checking to active, predictive process control. The integration of multi-physics simulation for pre-emptive compensation, real-time adaptive process adjustment via in-line metrology, and a quality management system deeply rooted in international standards provides a holistic solution. This methodology systematically addresses root-cause variables like springback and thermal stress, delivering long-term dimensional stability and true supply chain security for the most demanding custom metal stamping parts. If fluctuating tolerances, high scrap rates, or supply chain unpredictability are ongoing concerns, it is time to re-evaluate the manufacturing strategy. Obtaining a professional manufacturing feasibility analysis could be the critical first step toward zero-defect production.
Author Biography
This article was contributed by a specialist with over 15 years of experience in precision manufacturing, focusing on helping engineering teams overcome complex production challenges and ensuring seamless transitions from design to full-scale production. The insights are based on in-depth study and application of advanced manufacturing methodologies.
FAQs
Q: How is material springback effectively controlled in metal stamping?
A: Effective springback control requires using CAE simulation software before die design to predict material behavior and pre-compensate the die face. During production, real-time monitoring of press forces combined with optical measurement allows for dynamic adjustment of process parameters.
Q: Are there cost-effective stamping solutions for low-volume R&D projects?
A: Yes. Solutions like modular quick-change dies or soft tooling (e.g., polyurethane dies) are ideal for low-volume prototyping. This approach offers low upfront investment, and a portion of the cost is often creditable toward future production tooling, making it perfect for the R&D validation phase.
Q: How can consistent quality for every part in a million-unit order be ensured?
A: This relies on a rigorous Statistical Process Control system. By continuously monitoring the Cpk/Ppk indices for key dimensions and ensuring they remain above 1.33, the production process is quantitatively controlled, guaranteeing consistency in high-volume runs.
Q: What special certifications and production environments are required for medical or aerospace-grade stampings?
A: These typically require industry-specific quality system certifications like ISO 13485 (medical) or AS9100D (aerospace). Production may need to occur in a controlled cleanroom environment with full material batch traceability to ensure compliance with strict regulatory and safety requirements.
Q: What is the typical timeline from design to receiving first stamping samples?
A: Timing varies with part complexity. For prototypes using rapid tooling, first samples are typically delivered within 10-15 business days. This allows ample time for design optimization and validation before committing to full production tooling.